毛主席教導我們:“認識從實踐始,經過實踐得到了理論的認識,還須再回到實踐去。”擠壓理論來源于生產實踐,反過來又可以為生產實踐服務。但是擠壓理論的發展還不夠成熟,還有待于進一步完善。現在將單螺桿擠壓機的簡單理論介紹如下:
前面已經介紹過單螺桿擠壓機的螺桿與機筒的工作段,它通常分為三段,即加料段、壓縮段和擠壓段。
1、加料段
加料段的作用是接受由料斗來的塑料并把它送到壓縮段去。塑料能否很好地充滿螺桿的進口部分,這決定于塑料性能、顆粒形狀、料斗結構、工作條件等因素。為了保持塑料最好的運轉條件,螺桿表面應當光滑并與物料的接觸盡可能小,相反,機筒和塑料接觸的表面應盡可能大而粗糙,從而使該表面在切線方向上給予塑料以盡可能大的滑動阻力。
塑料和螺桿的摩擦力,使它在螺槽表面一同旋轉,塑料在加料段的實際運動是由兩部分組成,即回轉運動及軸向運動。
在不動的圓機筒內形成一個相當緊密的圓柱狀滑輪,同時,塑料又沿著螺桿的軸向前進。在加料段內運動的塑料較硬,可以忽略其它的料流,因此,加料段螺槽的深度可以相對深些。在粉子加料的情況下,長度亦可相對短些,特別是機筒壁具有縱向溝紋的情況。在確定加料段的螺槽深度時。必須同時考慮螺桿的扭轉強度。
2、壓縮段
壓縮段處于加料段和擠出段之間,主要有下列三個作用:
(1)將塑料中的空氣推向加料段;
(2)將塑料壓實,以改善塑料的導熱性;
(3)塑料通過壓縮段,可以吸收部分剪切能量和外部加熱的能量而熔化,并攪拌均勻,使塑料由固體變為粘流狀態。
因此,壓縮段不僅要將塑料壓實,并且還要適應塑料從固態變成粘流狀態時的容積變化和熔化的速度,此外,還要完成正確的壓縮作用。故塑料通過該段時,應均勻地熔化并壓實,而不應再含有顯著的顆粒或碎片。
3、擠出段(均化段或計量段)
擠出段是螺桿的最后部分,熔融的塑料在固定的容量和壓力下,從此段擠到機頭中去。其作用相當于一個定量泵。根據擠出段的結構將著重分析螺桿擠壓機的生產能力和功率。
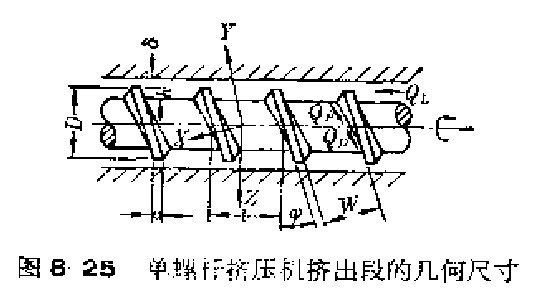
(1)塵產能力:根據A向視圖,螺桿的螺紋為右旋,因此,推進物料的螺桿應為左旋方向。
圖中的符號為:
D一螺桿外徑,
t一螺距,
ω一相鄰螺旋向的垂直距離,
e一螺槽的寬度,
δ一螺紋頂面與機筒內壁的間隙,
h一蟬槽深度,
φ一螺紋的螺旋角,
x一垂直于螺紋棱面的軸,
y 一螺紋深度方向軸,
z一平行于螺紋梭面方向的軸(即螺旋方向)。
塑化后的熔融塑料在單螺桿單螺紋擠壓機螺槽中的流動,有下列四種情況:

①順流(正流):這是塑料的主流,熔融塑料在機筒與螺桿間由于螺桿的轉動而產生的,這種流動使物料前進,見圖8一25中的心QD。 由這種相對運動而產生的速度分布見圖8-26(1)。
②逆流(反壓逆流):由于機頭過濾板等造成的阻力(或反壓力)而引起的反向流動,與正流的方向恰好相反,見圖8-25中的QP 。這樣所產生的速度分布見圖-26(2),順流和逆流在螺桿通道中所形成的凈流動,就是將兩種速度進行代數加合,見圖8-26(3)。
③漏流:由于反壓力的影響(在螺桿頂面與機筒間隙較大情況下),在機筒內壁與螺紋頂面之間的壓力流動,如圖8-25中QL所示。
④橫流:熔融物料沿x軸向的流動,它對擠壓機的生產率無影響,但它在擠壓過程中,對塑料的混合熱交換塑化及螺桿動力消耗有較大的影響。它的符號為QT ,它的速度分布為Vx,見圖8-26(4)。
擠壓機的總排出量(Q),即為順流掩(QD )逆流(QP)和漏流(QL )動的總和。
因螺桿特性曲線的斜度決定于螺槽深度的立方和螺旋角正弦的平方,并與螺桿有效長度成反比。所以螺槽深度稍有改變時,對斜度的影響很大,因為這個變化是立方的關系。螺紋深度越深,其斜度越大。同樣,螺旋角增大,斜度也隨之增加。斜度增加,說明機頭壓力的變化對產量的影響越靈敏。因此,如果配用不同機頭又要得到相同排出量時,應該采用螺槽較淺的螺桿。另一方面,由于斜度與螺桿長度成反比,所以增加絲桿長度就會使特性曲線變得平坦一些。也就是說機頭壓力的變化對產量的影響不顯著。
(2)功率:通常供給螺桿擠壓機的能量分兩部分:
①驅動螺桿旋轉的馬達功率。
②機筒外部加熱器供給塑料升溫或保溫的熱能量。
上述兩種能量互相關聯而又互相影響,如外部加熱之溫度較高,則螺桿的驅動功率就小;反之,若外部加熱之溫度較低,由于塑料粘度的相應提高,使螺桿的剪切作用增強(這時馬達驅動的功率就大了),同時由于機械摩擦的作用,又使塑料升高溫度。
下面近似地表示驅動螺桿旋轉的馬達功率,假定為等溫操作(即塑料粘度不變的情況,并假定塑料是理想的牛頓型流體。