塑料波紋管的成型方法的基本結構如圖7—14所示。擠出機頭門模前端部分突出,插入成型模具中,成型模是具有螺旋面的旋轉簡體。
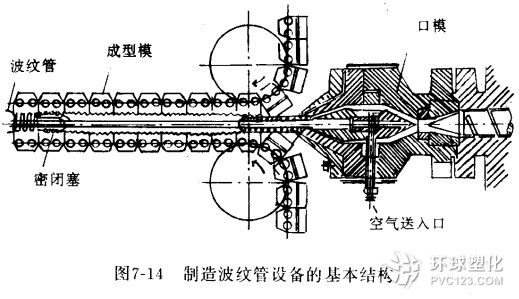
物料經擠出機擠出成管狀的熔融管材在成型模具中,由于加壓空氣,使熔融管材粘貼在旋轉簡體的螺旋面上,形成波紋,冷卻固化,由于成型簡體的旋轉而將其依次推向前方,成型方法有外模芯法和內模芯法兩種。
外模芯法是經擠出的高溫熔融管材的外表面的負壓而在成型旋轉筒的內壁螺旋面上冷卻,隨旋轉筒的旋轉而推進;內模芯法則是高溫熔融管材的內表面上的負壓作用,貼在成型的旋轉筒的外壁螺旋面上,冷卻成為螺紋,并隨旋轉筒旋轉而依次推向前方。