






用于擠出吹塑容器,中空制品,瓶子
注塑性能 一般的LLDPE熔點為170℃,分解溫度為300℃;注塑溫度的可調(diào)區(qū)間較大。注塑時,一般使用溫度為200℃--260℃;它的表觀粘度大,流動性差,單獨的LLDPE難以注塑,因此,要加大注塑機的功率或加其它低分子量的塑料增加它的流動性;因是烯烴類塑料,它不吸水,生產(chǎn)時,不需哄干,但為了產(chǎn)品質(zhì)量,可用60℃溫度烘干1hr,以排出浮水;線型低密度聚乙烯的熔體粘度大,流長比小,流動性低于LDPE和HDPE,薄壁制品可能缺膠,因此,澆口和流道相對較大;制品易帶靜電,表面易吸塵埃。收縮率為16‰;溢邊值為0.05mm
物理性能 機械性能 注塑溫度 見表一(1) 配料:PP生物淀粉降解粒料100Kg +降解碎料120Kg
(2) 機身溫度:180—185—190—190—195—195(單位:℃)
(3) 機頭溫度:195—190—195(單位:℃)
(4) 過濾網(wǎng):60目X2+80目X2
(5) 余膠狀態(tài):粗如食指,均勻分布,旋轉(zhuǎn)良好、光滑
(6) 上輥溫度:40℃;中輥45℃,下輥:30℃
(7) 唇口開度:2.5mm
(8) 在余膠大小保持適量的情況下,主機速度和三輥速度可同時加快或減慢。
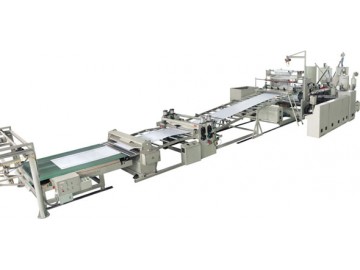
(9) 片材質(zhì)量:表面良,(到正壓制杯熱成型機試)熱成型性能良,拉伸均勻。說明: (a) 本生產(chǎn)線主要用于HIPS、CPS、環(huán)保降解材料、高填充PP、PE片材生產(chǎn)。同樣適于一般非填充PP熱成型片材的生產(chǎn)。 (b) 用“壓延法”也可以生產(chǎn)較薄的PP負壓(真空)成型熱成型生物降解片材(見后面三。(2))
(c)由于含有大量淀粉,機身溫度不能太高,過濾網(wǎng)不能太多、太密,否則片材易發(fā)黃,甚至縱向出現(xiàn)燒焦線條。
(d)當用這條生產(chǎn)線加工PP填充片材(填充母料超過50%)時,三輥、機身溫度應(yīng)適當升高,以利均勻塑化,防止擠出機負載過大而損壞設(shè)備。單螺桿ф90X28,分離型;電磁調(diào)速電機,功率37KW;,直管式機頭,無阻尼條;三輥規(guī)格ф256X700mm,蝸輪傳動,氣動控制下輥筒升降,上輥不能升降;立式下進料;并聯(lián)或串聯(lián)循環(huán)水路。(a)本生產(chǎn)線是早期出現(xiàn)的專用于“壓延法”生產(chǎn)PP、PE填充和

 免責聲明:(1)以上所展示的信息由企業(yè)自行提供,內(nèi)容的真實性、準確性和合法性由發(fā)布企業(yè)負責,環(huán)球塑化網(wǎng)對此不承擔任何保證責任。我們原則上建議您優(yōu)先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發(fā)貨,謹防上當受騙。如發(fā)現(xiàn)虛假信息,請向環(huán)球塑化網(wǎng)舉報。
免責聲明:(1)以上所展示的信息由企業(yè)自行提供,內(nèi)容的真實性、準確性和合法性由發(fā)布企業(yè)負責,環(huán)球塑化網(wǎng)對此不承擔任何保證責任。我們原則上建議您優(yōu)先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發(fā)貨,謹防上當受騙。如發(fā)現(xiàn)虛假信息,請向環(huán)球塑化網(wǎng)舉報。
 簡繁切換
簡繁切換